_________________
_________________
Anzeigen
Bücher


Technisches Zeichnen
von Hoischen & Hesser


Technisches Zeichnen


Tabellenbuch Metall
Oberfläche – Rauheit & Fertigungsverfahren
Mit der Rauheit (veraltet Rauigkeit oder Rauhigkeit) wird die Unebenheit der Oberflächenhöhe beschrieben. Es existieren unterschiedliche Berechnungsverfahren, mit denen die Rauheit quantitativ charakterisiert wird. Diese nehmen jeweils auf verschiedenen Eigenheiten der Oberfläche Rücksicht.
Bei der Konstruktion aber auch bei der Fertigung von Bauteilen ist es wichtig zu wissen, dass die Oberflächenrauheit durch das verwendete Fertigungsverfahren beeinflusst wird. Somit können Fertigungsverfahren wie Fräsen, Drehen, Bohren, Schneiden, Polieren, Schleifen, Läppen, Honen usw. großen Einfluss auf die Oberflächenrauheit haben. Auch werden mit jedem Fertigungsverfahren nur bestimmte Rauheitswerte innerhalb eines typischen Bereichs erreicht. Vor allem bei der Erzielung eines bestimmten unteren Rauheitswertes ist dies von Bedeutung.
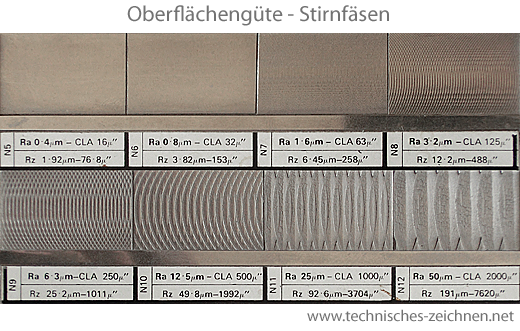
Beispiel für erreichbare Oberflächengüte mit dem Verfahren Stirnfräsen
Welche Rauheitswerte lassen sich mit welchem Fertigungsverfahren erzielen?
In der folgenden Liste findet man typische Rauheitswerte in Abhängigkeit vom Fertigungsverfahren. Betrachtet wird dabei der arithmetische Mittenrauhwert Ra in µm.
|
Fertigungsverfahren
|
Mittenrauhwert Ra [µm]
|
||
| fein | mittel | grob | |
| Schneiden | - | 1,6-12,5 | - |
| Längsdrehen | 0,2 | 0,8-12,5 | 50 |
| Plandrehen | 0,4 | 1,6-12,5 | 50 |
| Einstechdrehen | 2,1 | 4,2-12,5 | 25 |
| Hobeln | 0,2 | 1,3-25 | 50 |
| Stoßen | 0,4 | 1,6-8,35 | 25 |
| Schaben | 0,2 | 1,6-6,3 | 12,5 |
| Bohren | 1,6 | 6,3-12,5 | 25 |
| Aufbohren | 0,05 | 0,4-3,2 | 12,5 |
| Senken | 0,8 | 1,6-6,3 | 12,5 |
| Reiben | 0,2 | 0,8-2,1 | 6,3 |
| Umfangs-, Stirnfräsen | 0,4 | 1,6-12,5 | 25 |
| Räumen | 0,4 | 1,6-10,35 | 25 |
| Feilen | 0,4 | 1,1-6,3 | 25 |
| Rund-Längsschleifen | 0,012 | 0,2-0,8 | 6,3 |
| Rund-Planschleifen | - | 0,2-1,6 | - |
| Rund-Einstechschleifen | 0,1 | 0,2-0,8 | 1,6 |
| Flach-Umfangsschleifen | 0,13 | 0,4-1,6 | 6,3 |
| Flach-Stirnschleifen | 0,13 | 0,4-1,6 | 6,3 |
| Polierschleifen | 0,012 | 0,05-0,1 | 0,4 |
| Langhubhonen | 0,006 | 0,13-0,65 | 0,16 |
| Kurzhubhonen | 0,006 | 0,02-0,17 | 0,34 |
| Rundläppen | 0,006 | 0,025-0,2 | 0,21 |
| Flachläppen | 0,006 | 0,025-0,2 | 0,21 |
| Schwingläppen | - | 0,025-0,26 | - |
| Polierläppen | - | 0,006-0,033 | 0,05 |
Tabelle: Fertigungsverfahren und erreichbere Oberflächenrauhigkeit
Die Abhängigkeit der erreichbaren Rauheitswerte vom Fertigungsverfahren kann dazu führen, dass zum Beispiel bei einem Drehteil eine folgende weitere Bearbeitung notwendig ist.
Zielt man auf eine Rauheit von z.B. Ra 0,1 ab, ist dies mit dem Fertigungsverfahren Drehen nicht mehr zu erreichen. Somit wird eine anschließende Schleifbearbeitung erforderlich.